As product designs continue to evolve toward lightweight structures, compact geometries, and thinner wall sections, manufacturers increasingly rely on thin-wall injection molding to produce high-performance plastic components. Industries such as consumer electronics, automotive, medical devices, and telecommunications demand thin-wall plastic parts that offer both dimensional accuracy and structural integrity.
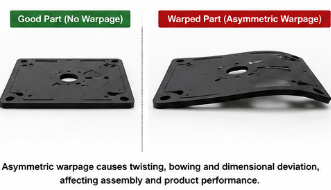
However, one of the most challenging defects in thin-wall injection molding is asymmetric warpage. Unlike uniform deformation, asymmetric warpage causes a part to bend, twist, or distort unevenly, making assembly difficult and reducing product quality.
At Xinxiu Precision Technology, we frequently assist customers in identifying the root causes of asymmetric warpage during product development and mass production. Through mold flow analysis, tooling optimization, rapid tooling validation, and process calibration, many warpage issues can be significantly reduced before they become costly production problems.
This article explores the mechanisms behind asymmetric warpage in thin-wall injection molding, including structural stress difference, differential shrinkage, gate design, cooling imbalance, and precise process optimization strategies.
What Is Asymmetric Warpage?
Asymmetric warpage refers to non-uniform deformation that occurs after an injection molded part is ejected from the mold.
Instead of shrinking evenly in all directions, one side of the part contracts more than another, resulting in:
- Twisting
- Bowing
- Curling
- Angular distortion
- Uneven dimensional deviation
The phenomenon is particularly common in thin-wall plastic parts because their geometry allows small internal stresses to generate relatively large dimensional changes.
Unlike sink marks or flash, asymmetric warpage often appears after cooling and may not become visible until assembly or quality inspection.
Why Thin-Wall Plastic Parts Are More Vulnerable
Thin-wall injection molding generally involves wall thicknesses below 2.0 mm and sometimes as low as 0.5 mm.
These designs require:
- High injection speeds
- High cavity pressure
- Rapid cooling rates
- Long flow lengths
As a result, thin-wall parts experience greater molecular orientation and residual stress than conventional molded components.
The thinner the wall section, the less structural resistance the part has against uneven shrinkage forces.
Consequently, even minor process variations can generate noticeable deformation.
Root Cause 1: Differential Shrinkage
Differential shrinkage is one of the most common causes of asymmetric warpage.
During cooling, plastic materials shrink as they transition from molten to solid state.
Ideally, shrinkage should occur uniformly throughout the part.
However, variations in wall thickness, packing pressure, or cooling efficiency often cause one region to shrink more than another.
Common causes include:
- Uneven wall thickness
- Inconsistent packing pressure
- Localized hot spots
- Material flow imbalance
When differential shrinkage develops across a thin-wall component, internal stress accumulates and eventually causes the part to warp.
Engineering teams often use mold flow simulation to identify shrinkage distribution before tooling is manufactured.
Root Cause 2: Structural Stress Difference
Structural stress difference occurs when different areas of a molded component experience unequal internal stress.
During injection molding, polymer chains become oriented along the melt flow direction.
Areas exposed to different flow velocities often develop different molecular orientations.
This leads to:
- Uneven residual stress
- Variable shrinkage behavior
- Local stiffness differences
Thin-wall geometries are more sensitive to residual stress due to their limited structural rigidity.
Components with ribs, bosses, clips, or reinforcing features are particularly prone to deformation.
Maintaining a balanced and uniform geometry is essential for minimizing warpage.
Root Cause 3: Offset Gate Design
Gate location has a major influence on warpage behavior.
An offset gate design often creates asymmetric filling patterns.
When molten resin enters from one side of a cavity:
- One side cools earlier
- Packing pressure distribution becomes uneven
- Flow orientation differs across the part
These conditions generate structural stress difference and differential shrinkage simultaneously.
Common symptoms include:
- Part twisting
- Edge lifting
- Corner deformation
To reduce asymmetric warpage, engineers often evaluate:
- Central gate design
- Fan gates
- Multiple balanced gates
- Sequential valve gates
Mold flow analysis should always verify filling balance before tool manufacturing.Many manufacturers also use rapid tooling to verify gate locations and filling performance before investing in full-scale production molds.
Root Cause 4: Cooling Imbalance
Cooling performance directly affects dimensional stability.
If one side of a mold cools faster than the opposite side, uneven shrinkage occurs.
Typical cooling problems include:
- Unequal cooling channel spacing
- Blocked water circuits
- Localized hot spots
- Mold temperature variation
Cooling imbalance frequently becomes the dominant source of warpage in large thin-wall plastic parts.
Thermal imaging and mold temperature monitoring can help identify problematic areas.
The Role of Conformal Cooling Channels
Traditional straight-line cooling channels often struggle to follow complex part geometry.
Conformal cooling channel technology offers a more effective solution.
By utilizing additive manufacturing techniques, cooling channels can closely follow the contour of the cavity surface.Prototype molds produced through rapid tooling technologies often help engineers evaluate conformal cooling channel performance during product development.
Benefits include:
- Uniform temperature distribution
- Reduced cooling time
- Lower differential shrinkage
- Improved dimensional stability
- Reduced asymmetric warpage
Conformal cooling channels are increasingly used for high-precision medical, automotive, and electronics applications where warpage tolerance is extremely tight.
Process Parameter Calibration for Warpage Control
Even a well-designed mold can produce warped parts if processing conditions are not optimized.
Precise parameter calibration plays a critical role.
Injection Speed
Excessive injection speed may increase molecular orientation.
Too low a speed can cause incomplete packing.
A balanced filling profile is essential.
Packing Pressure
Packing pressure compensates for material shrinkage during cooling.
Insufficient packing often causes localized shrinkage.
Excessive packing may introduce residual stress.
Mold Temperature
Higher mold temperatures improve material flow but may increase cycle time.
Uneven mold temperature frequently contributes to asymmetric warpage.
Cooling Time
Parts should remain in the mold long enough to achieve dimensional stability before ejection.
Premature ejection often leads to post-mold deformation.
Design Guidelines for Reducing Asymmetric Warpage
Engineers can minimize warpage risk by following several design principles:
- Maintain uniform wall thickness
- Avoid abrupt thickness transitions
- Optimize rib-to-wall ratios
- Use balanced gate locations
- Minimize unnecessary asymmetry
- Consider shrinkage during design
- Perform mold flow analysis and mold design optimization early
These design strategies reduce structural stress difference before production begins.Before mass production, many manufacturers create prototype plastic parts to evaluate warpage behavior and optimize processing parameters.
Advanced Simulation and Predictive Engineering
Modern CAE tools allow manufacturers to predict warpage before mold construction.
Simulation software can evaluate:
- Filling balance
- Pressure distribution
- Temperature distribution
- Differential shrinkage
- Residual stress development
At Xinxiu Precision Technology, simulation-driven engineering helps identify potential warpage issues during the design phase, reducing development risk and shortening project timelines.
Asymmetric warpage in thin-wall injection molding is typically caused by a combination of differential shrinkage, structural stress difference, offset gate design, and cooling imbalance.
Reducing warpage requires optimized part design, balanced mold engineering, effective cooling, and precise process control. By using mold flow simulation, conformal cooling channels, and proper gate design, manufacturers can improve the dimensional stability of thin-wall plastic parts and minimize quality issues.
At Xinxiu Precision Technology, we provide injection molding, rapid tooling, rapid prototyping, CNC machining, sheet metal fabrication, and silicone molding services. Our engineering team helps customers optimize designs and achieve reliable production from prototype to mass manufacturing.
