How to Reduce CNC Machining Costs Without Sacrificing Part Quality
Receiving a CNC machining quote that exceeds your budget can be frustrating—especially when the part appears simple. Many engineers assume that material cost is the primary reason for an expensive quotation. In reality, the biggest cost drivers are often hidden within the design itself.
Features such as unnecessarily tight tolerances, deep pockets, sharp internal corners, complex geometries, and excessive surface finishing can significantly increase machining time, tooling requirements, and inspection effort. Even small design decisions made during the CAD stage can have a major impact on the final manufacturing cost.
The good news is that lowering CNC machining costs does not mean sacrificing part quality. By applying Design for Manufacturability (DFM) principles early in the product development process, engineers can optimize their designs for faster machining, lower production costs, and more consistent quality without compromising functionality.
At Xinxiu Precision Technology, we work with customers across industries including industrial automation, consumer electronics, robotics, automotive components, and medical equipment. Through years of CNC manufacturing experience, our engineering team has found that many expensive machining operations can be eliminated before production begins simply by improving part design.
This guide explains the engineering strategies that have the greatest impact on CNC machining costs and shows how thoughtful design decisions can help you reduce manufacturing expenses while maintaining precision, reliability, and product performance.
CNC Cost Reduction Checklist
Before sending your CAD file for quotation, review the following checklist. Addressing these common design factors can significantly improve manufacturability and reduce production costs.
| Design Factor | Recommended Practice | Cost Impact |
|---|---|---|
| Internal Corners | Add corner radii whenever possible | ★★★★★ |
| Pocket Depth | Keep pocket depth below 4× cutter diameter | ★★★★★ |
| Tolerances | Apply tight tolerances only where function requires | ★★★★★ |
| Material Selection | Choose standard machinable materials | ★★★★☆ |
| Surface Finish | Specify only on functional surfaces | ★★★☆☆ |
| Hole Sizes | Use standard drill sizes whenever possible | ★★★☆☆ |
| Secondary Operations | Reduce unnecessary machining and finishing processes | ★★★☆☆ |
Engineer’s Rule of Thumb: Most CNC machining costs are driven by machine time rather than raw material price. Optimizing machining efficiency is usually the fastest way to lower production costs.
What Really Determines CNC Machining Cost?
Many buyers focus primarily on material price when evaluating a CNC machining quotation. While material selection certainly affects cost, it is rarely the largest factor.
The true cost of CNC machining is largely determined by how long the machine must spend producing your part.
Every additional machining operation increases production time. Complex toolpaths require slower feed rates, more tool changes, additional workholding setups, and longer inspection procedures. These factors increase labor costs, machine utilization, tooling wear, and overall manufacturing expenses.
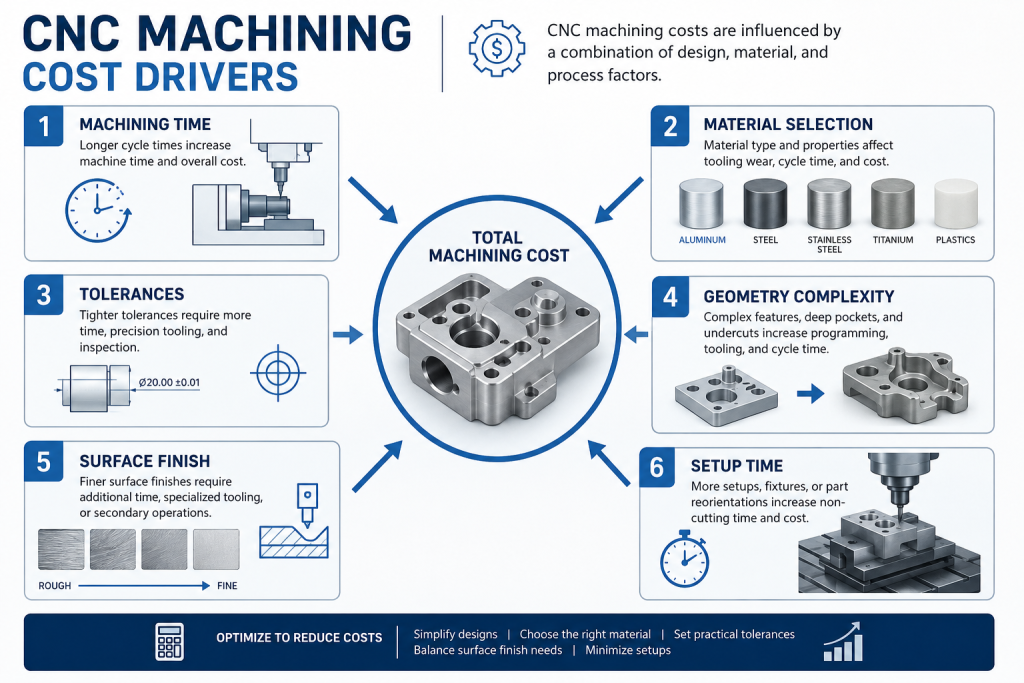
The primary factors affecting CNC machining cost include:
- Machining time – Longer cycle times directly increase manufacturing cost.
- Material selection – Harder materials require slower cutting speeds and faster tool replacement.
- Part geometry – Complex shapes often require multiple setups or multi-axis machining.
- Tolerance requirements – Higher precision demands additional machining and inspection.
- Surface finish – Fine finishes may require secondary polishing or finishing operations.
- Tool changes – Multiple cutting tools increase setup and machining time.
- Quality inspection – Critical dimensions often require coordinate measuring machine (CMM) inspection or other precision verification methods.
Understanding these cost drivers allows engineers to optimize designs before production begins, often reducing costs without changing the function of the final part.
Why Design for Manufacturability (DFM) Matters
{kind=link}
One of the most effective ways to reduce CNC machining costs is to apply Design for Manufacturability (DFM) principles during product development.
DFM is the process of designing parts that are easier, faster, and more economical to manufacture while maintaining their intended performance. Rather than correcting expensive manufacturing issues after production has started, DFM identifies potential problems during the design stage.
For example, replacing an unnecessary tight tolerance with a standard tolerance may reduce machining time without affecting assembly performance. Similarly, increasing an internal corner radius by only a few millimeters can allow the use of larger cutting tools, significantly improving machining efficiency.
At Xinxiu Precision Technology, every new project undergoes an engineering review before production. Our team evaluates the CAD model for manufacturability, identifies features that may increase machining time or tooling complexity, and provides practical recommendations that help customers reduce costs while maintaining product quality.
By combining engineering experience with DFM analysis, manufacturers can avoid unnecessary expenses, shorten lead times, and improve production consistency.
7 Proven Ways to Reduce CNC Machining Costs
1. Avoid Unnecessarily Tight Tolerances
Problem
One of the most common causes of high CNC machining costs is applying tight tolerances across the entire part, even where they are not functionally required.
Why It Increases Cost
Tighter tolerances require slower machining speeds, more tool passes, and additional inspection steps. In many cases, they also increase scrap risk, especially on complex geometries or long machining cycles.
Engineering Insight
In CNC manufacturing, tolerance is not just a design choice—it directly affects machine behavior. When tolerances are tightened, the machine must compensate for vibration, tool wear, thermal expansion, and material inconsistencies. This leads to reduced feed rates and increased cycle time.
Rule of Thumb
Only apply tight tolerances to functional interfaces such as mating surfaces, press fits, or sealing areas. Non-critical features should follow standard workshop tolerances.
Key Takeaways
- Reduce machining time significantly
- Lower inspection requirements
- Improve production yield
2. Optimize Internal Corner Radii
Problem
Sharp internal corners are often used in CAD models for aesthetic or design simplicity, but they are highly inefficient for CNC machining.
Why It Increases Cost
CNC tools are round by nature, meaning sharp internal corners cannot be cut in a single pass. Instead, smaller tools must be used, requiring slower speeds, multiple passes, and increased tool wear.
Engineering Insight
The smaller the internal radius, the smaller the cutting tool required. Smaller tools are more fragile, have lower feed rates, and require more machining time. In some cases, EDM (Electrical Discharge Machining) may even be required, further increasing cost.
Rule of Thumb
Design internal corner radii to be at least equal to or slightly larger than the cutting tool radius whenever possible.
Key Takeaways
- Enables faster cutting speeds
- Reduces tool breakage risk
- Avoids secondary EDM operations
3. Control Pocket Depth
Problem
Deep pockets are a major cost driver in CNC machining, especially in aluminum and steel parts with high aspect ratios.
Why It Increases Cost
As pocket depth increases, tool reach becomes limited, requiring longer, thinner cutting tools. These tools are less rigid and must operate at reduced feed rates to avoid vibration and deflection.
Engineering Insight
Tool deflection is one of the biggest hidden cost factors in CNC machining. When a tool extends too far from the spindle, even small cutting forces can cause bending, resulting in poor surface finish and dimensional inaccuracy. To compensate, machinists reduce cutting speed and increase passes.
Rule of Thumb
Keep pocket depth below four times the cutter diameter whenever possible (4:1 ratio).
Key Takeaways
- Improves machining stability
- Reduces cycle time
- Enhances surface quality
4. Use Standard Drill and Tool Siz
Problem
Custom hole sizes and non-standard dimensions often seem minor in design, but they significantly increase machining complexity.
Why It Increases Cost
Non-standard hole sizes require custom tooling or multiple machining operations (such as drilling followed by boring or reaming). Each additional step increases setup time, tool changes, and inspection effort.
Engineering Insight
Standard tooling is optimized for speed, availability, and cost efficiency. When designs align with standard drill sizes, machinists can complete operations in a single pass using off-the-shelf tools. Deviations from standard sizes introduce unnecessary process complexity.
Rule of Thumb
Whenever possible, design holes to match standard metric or imperial drill sizes instead of custom diameters.
Key Takeaways
- Reduces tool change frequency
- Speeds up production
- Lowers tooling cost
5. Choose Materials That Balance Performance and Machinability
Problem
Many CNC projects become more expensive than necessary because the selected material is over-specified for the application.
Why It Increases Cost
Different materials have very different machining characteristics. Harder alloys, high-strength steels, or exotic materials require slower cutting speeds, more frequent tool replacement, and higher spindle load. Even when material cost is similar, machining time can vary significantly.
Engineering Insight
In CNC manufacturing, material cost is often misleading. A cheaper raw material can still result in a more expensive finished part if it takes significantly longer to machine. For example, aluminum 7075 machines faster than stainless steel 304, even if the material price difference is small.
Tool wear is also a hidden cost driver. Harder materials increase tool degradation, which leads to more frequent tool changes and higher production downtime.
Rule of Thumb
Select the lowest-grade material that still meets functional requirements such as strength, corrosion resistance, and thermal stability.
Key Takeaways
- Reduce cutting time dramatically
- Lower tool wear and replacement cost
- Improve overall production efficiency
6. Specify Surface Finishes Only Where Needed
Problem
Applying high-quality surface finishes to all surfaces of a part often adds unnecessary cost without improving functionality.
Why It Increases Cost
Surface finishing processes such as polishing, anodizing, bead blasting, or fine milling require additional machine time, secondary processing, and sometimes manual labor. These processes can significantly extend lead time.
Engineering Insight
In most engineered components, only specific functional surfaces require tight surface roughness control—such as sealing areas, sliding interfaces, or optical surfaces. Applying uniform finish requirements across the entire part increases cost without improving performance.
In some cases, achieving very low roughness values requires additional finishing operations like grinding or manual polishing, which are labor-intensive and expensive.
Rule of Thumb
Define surface finish requirements only on functional or visible surfaces. Leave non-critical surfaces to standard machining finishes.
Key Takeaways
- Reduce secondary processing time
- Lower labor costs
- Shorten production lead time
7. Minimize Secondary Operations and Setup Changes
Problem
Many CNC parts become expensive due to unnecessary secondary operations such as multiple setups, re-clamping, or post-processing steps.
Why It Increases Cost
Every time a part needs to be reoriented or moved to another machine, additional setup time is required. This includes fixture preparation, alignment, tool calibration, and inspection. These non-cutting times do not add value to the part but significantly increase cost.
Engineering Insight
CNC machining efficiency is strongly influenced by setup efficiency. A part that can be machined in a single setup is often 20–40% cheaper than one requiring multiple orientations.
Multi-axis machining can reduce setup changes, but it must be justified by geometry complexity. Otherwise, it may increase machine cost instead of reducing it.
Rule of Thumb
Design parts to be completed in the fewest possible setups—ideally a single setup whenever geometry allows.
Key Takeaways
- Reduce non-productive machine time
- Improve dimensional consistency
- Lower risk of alignment errors
Common CNC Design Mistakes That Increase Cost
Even experienced engineers sometimes unintentionally introduce cost-driving features into their designs. The following mistakes are among the most common:
- Applying tight tolerances to all features instead of functional areas
- Designing deep pockets without considering tool accessibility
- Using sharp internal corners instead of radiused edges
- Over-specifying surface finishes on hidden surfaces
- Ignoring standard tooling sizes and machining practices
- Creating designs that require multiple setups unnecessarily
Correcting these issues early in the design stage can significantly reduce both cost and lead time without affecting product performance.
When Lower Cost Is NOT the Right Priority
While cost reduction is important, it should never compromise functional requirements.
In some cases, higher machining cost is justified, such as:
- High-precision aerospace or medical components
- Safety-critical mechanical systems
- High-wear or high-load structural parts
- Sealing or pressure-containing components
In these cases, performance, reliability, and safety should always take priority over cost optimization.
How Xinxiu Precision Technology Helps Reduce CNC Machining Costs
Reducing CNC machining cost is not only about changing design rules—it also depends on how early manufacturability is evaluated in the development process. Many cost issues appear at the quotation stage simply because the CAD design has not been optimized for production.
At Xinxiu Precision Technology, we provide engineering-level feedback before production begins to help customers identify and eliminate unnecessary cost drivers.
Our process typically includes:
- Design for Manufacturability (DFM) Review
We analyze CAD models to identify features that may increase machining time, tooling complexity, or setup requirements. - Cost Driver Identification
We highlight areas such as deep pockets, tight tolerances, or non-standard geometries that can be simplified without affecting function. - Process Optimization Suggestions
We recommend machining strategies that reduce cycle time, improve tool life, and minimize secondary operations. - Material and Finish Guidance
We help customers select materials and surface finishes that balance performance requirements with machining efficiency.
The goal is not to redesign your part, but to ensure it is production-ready with the lowest possible manufacturing cost while maintaining full functional integrity.
conclusion
CNC machining cost is often misunderstood as being driven by material price, when in reality it is mainly determined by design decisions.
Factors such as tolerances, geometry complexity, surface finish requirements, and setup efficiency have a far greater impact on total cost than most engineers initially expect.
By applying the seven principles outlined in this article, it is possible to significantly reduce machining cost without sacrificing part quality, performance, or reliability.
In most cases, small design adjustments made early in the development stage can lead to substantial savings in both time and production cost.
Call to Action
If you are currently developing a CNC machined component and want to reduce manufacturing cost without compromising quality, our engineering team can review your design and provide practical optimization suggestions before production.
At Xinxiu Precision Technology, we help engineers and buyers turn complex designs into cost-efficient, production-ready parts.
Upload your CAD file or send us your drawing for a free manufacturability review.